Så, då skulle det äntligen ske. Efter ytterligare 17 mil nådde plåten till nya motorn verkstaden. Jag och Jim har rätt gott om resurser, både i vår egen verkstad och hos vår arbetsgivare, men när det kommer till 2mm rostfri plåt i kvadratmeterstora bitar så är vi chanslösa. Därför är det en himla röta att L-E råkar ha det bättre ställt på den fronten.

Fräna maskiner i all ära. Man ska veta hur de fungerar också. Efter en del klurerier fick vi ordning på kantpressningen. Det är faktiskt inte helt självklart det här med hur man rullar en plåt till ett rör. Innan man kör in plåten i rullmaskinen så måste man nämligen bocka till den i kanterna då rullmaskinen inte kan kröka plåten hela vägen ut till kanten.

Så det man gör är att bocka plåten i flera steg i båda ändarna. Till vår hjälp hade vi några fina radiemallar av masonit som vi klippt och slipat fram.

Medan Lars-Erik och Jim donade på med plåtarna hängde jag med en vänlig kollega till L-E som lovat att hjälpa oss skära ut de bitar som inte var rektangulära i plasmaskärmaskinen. Vi provskar först ut en detalj i vanlig ”svartplåt”. Det gick alldeles strålande och precisionen var ypperlig. Tyvärr så visade det sig att resultatet inte blev fullt lika bra i vår plåt. Om man tänker efter ett par sekunder så inser man rätt snart att om man köper en plåt som ska vara extremt värmetålig så blir det kanske problem.

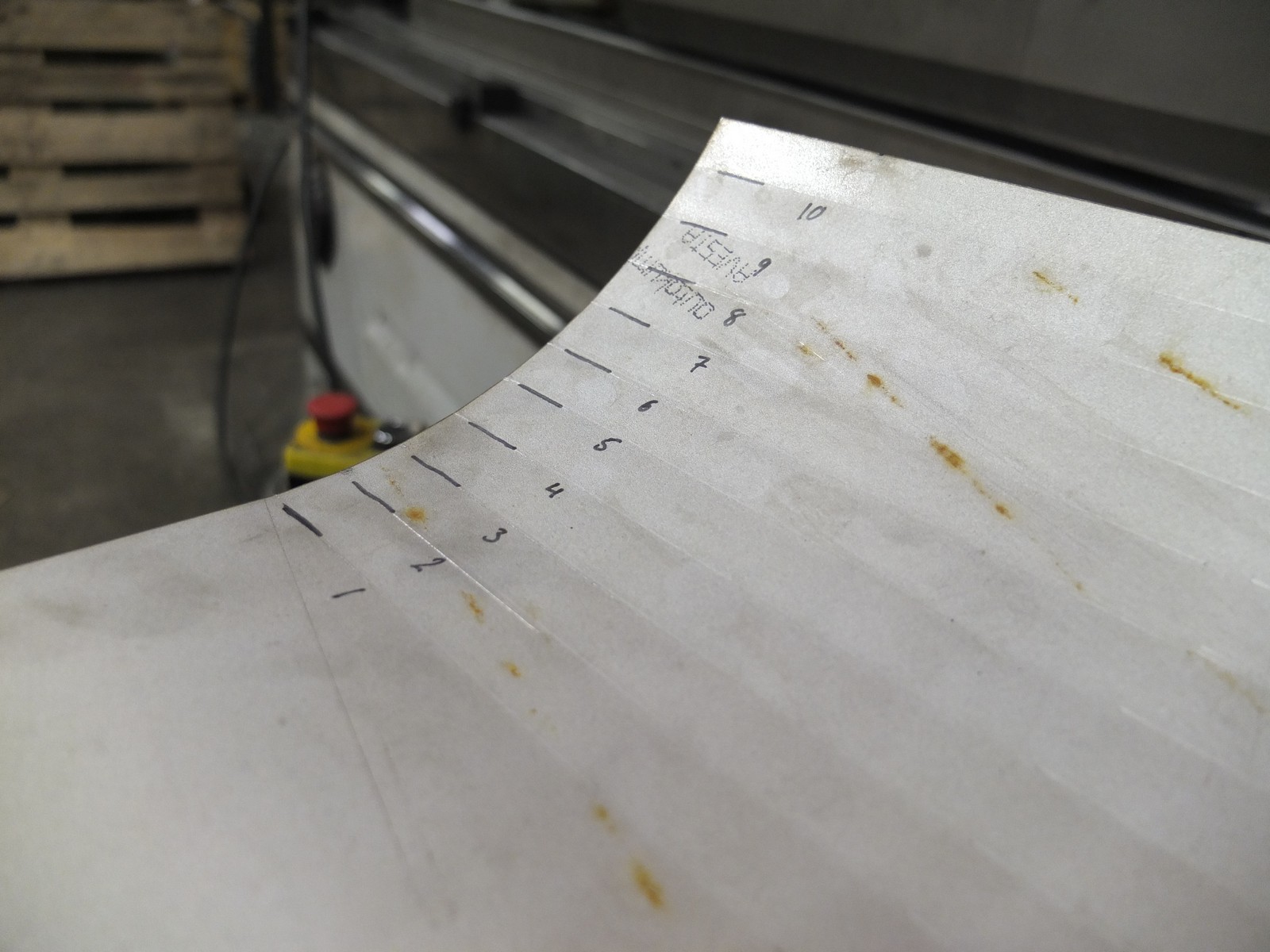
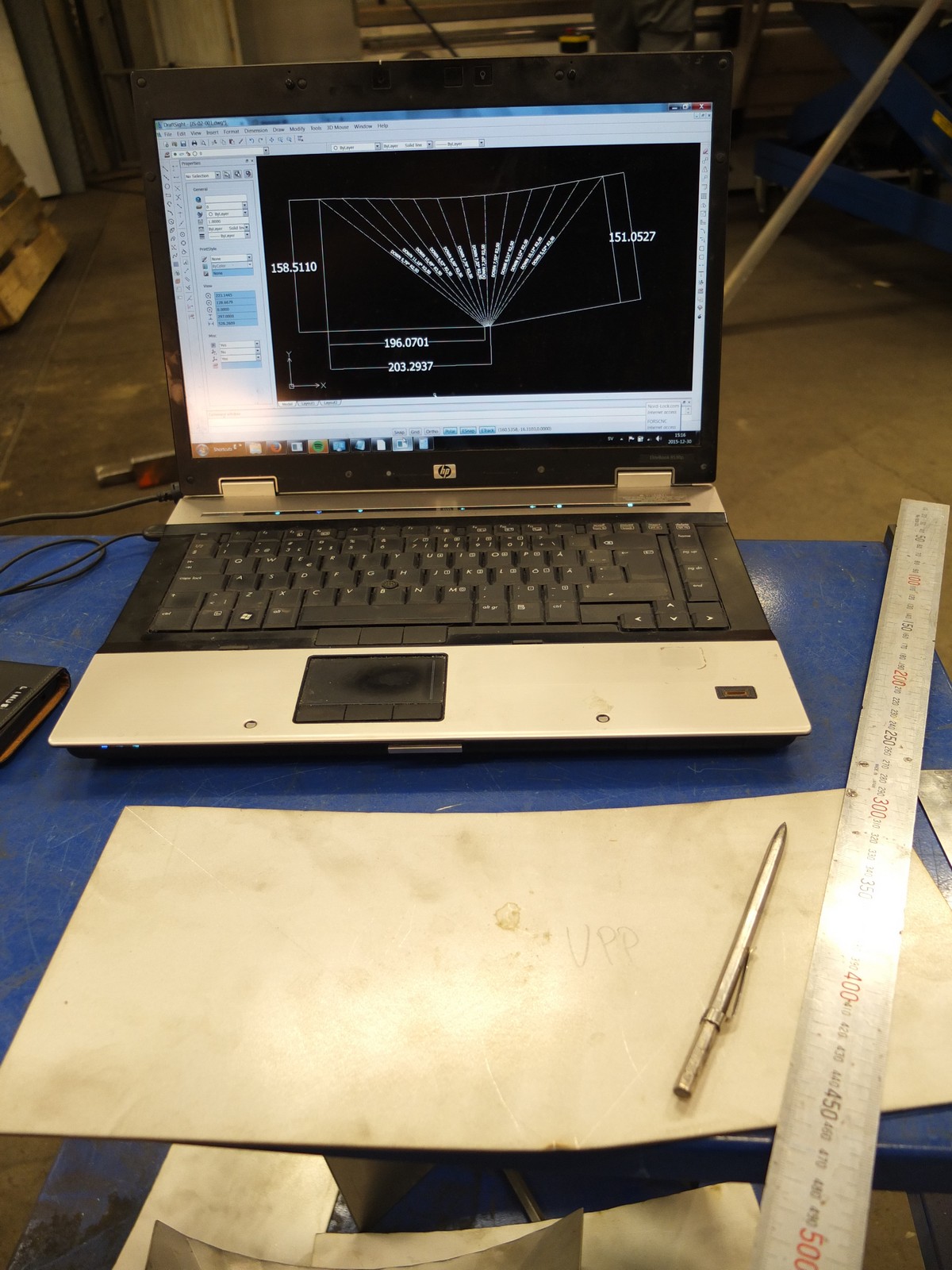
Efter lite justering så nådde vi faktiskt fram till ett fullt acceptabelt resultat. Framtill på motorn så övergår den från rund till rektangulär form. De bitarna var några av de vi skar ut. Medan Lars-Erik och Jim fortsatte bocka och rulla plåt så började jag rita ut bockningslinjer till övergångsbitarna. Som tur är så har man mycket ”gratis” när man konstruerar plåtdetaljer i Inventor. På ritningen så får man automatiskt bockinstruktioner, både med positioner och vinklar.
Det var lite nervöst att börja kröka de här bitarna, så jag provade faktiskt på en som vi skurit ut ur ”svartplåt” först. Såg riktigt bra ut, så jag skred till verket med the real deal.

På avstånd så ser det faktiskt riktigt bra ut! Egentligen är det väl L-E som är den skarpaste när det kommer till plåtslageri, men han sade att mitt resultat var helt OK så jag litar på honom. Lite smide blir det när man ska svetsa ihop delarna och få dem att passa emot motor och fläns.
Medan jag pulade på med övergången så drog Jim och L-E ut i gammsmedjan för att ge sig på att rulla det längsta röret. Den lilla rullmaskinen som vi använde till alla andra rör räckte inte till där, så nu var det till att sätta relikerna i arbete.

När den här maskinen tillverkades så var nog pulsjetmotorer något man fortfarande trodde på. Inte senaste modell direkt. Och någon CE-märkning är nog bara att glömma.
Ergonomi? Nej, detta är inte en maskin för den som är rädd för att ta i lite!

Lars-Erik har tidigare kollat lite på inköp av tillsatsmaterial inför svetsningen. Det visade sig att man vanligtvis måste köpa detta på 25-kilosförpackning. Detta kändes inte så hemskt aktuellt för oss, så vi klippte till vårt eget.

När alla delar var färdigrullade och bockade så lade vi ut dem intill varandra (Lars-E for scale).

Den här motorn blir enorm! Dock så kan vi avslöja att vi medvetet gjort den rejält lång, då vi föredrar att den är förhållandevis lättstartad när vi ska igång med den första gången. Tanken är väl sen att man, när man provkör den, kapar den bakifrån eftersom för att hitta en lämplig längd. Vi vill ju ha så mycket dragkraft som möjligt, men samtidigt en lättstartad motor.